
在2025年威尼斯建筑双年展上,混凝土雕塑作品《表里二元》展示了彩色氧化铁颜料在3D打印建筑中的创新应用。该作品由埃因霍芬理工大学助理教授克里斯蒂娜·南(Cristina Nan)和建筑师马蒂亚·祖科(Mattia Zucco)开发,并与德国特种化学品公司朗盛(LANXESS)以及荷兰3D打印公司沃蒂科(Vertico)合作完成,现展出于“时间·空间·存在”主题展览。它探索了数字化制造、模块化设计和材料着色技术如何能够突破传统3D混凝土打印仅限于灰色色调的局限。

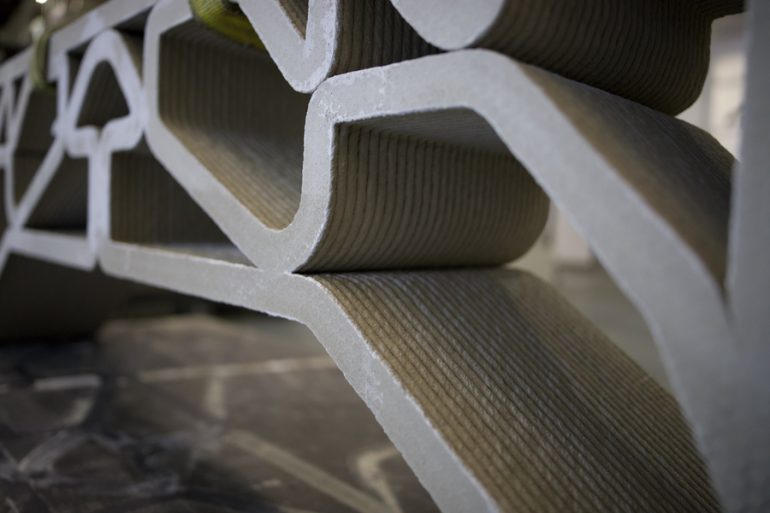
《表里二元》。图片来源:朗盛公司。
重塑柱体:模块化与可持续性
《表里二元》对古典建筑柱体进行了重新构想,其外层开有缝隙,露出色彩鲜艳的内层表面,作品名称由此而来。它由13个轻质模块组成——包括9个圆柱形鼓体和4个翼状延伸部分——每个模块重量均低于30千克,便于搬运、运输和重复利用。
这种模块化设计支持简便的组装与拆卸,契合循环设计原则。通过组件的重复利用延长其使用寿命,该雕塑凸显了增材制造(AM)如何助力实现更可持续、资源利用效率更高的建筑。

3D混凝土打印中的颜料。图片来源:朗盛公司。
评估颜料在3D混凝土打印中的性能
同时,朗盛公司正与德累斯顿工业大学建筑材料研究所合作,评估其拜耳乐(Bayferrox)和凯佰(Colortherm)颜料在3D打印条件下的性能表现。初步结果表明,这些颜料能够提供稳定、高品质的着色效果,且不会对混凝土的力学或物理性能产生负面影响。
这些发现支持了色彩在3D混凝土打印中更广泛的应用,强化了其在融合结构完整性与富有表现力的建筑设计方面的潜力。
拓展3D打印混凝土的能力
在另一项研究中,新墨西哥大学(UNM)的研究人员开发出一种专为3D打印设计的自增强超延展性水泥基材料。由助理教授玛丽亚姆·霍贾蒂(Maryam Hojati)带领的团队针对传统混凝土脆性问题,在材料中融入聚合物纤维,使其无需钢筋加固即可承受拉伸和弯曲力。该项目旨在攻克3D打印混凝土的关键瓶颈之一——传统钢筋无法兼容基于挤出的打印工艺。

0 留言